时间:2021-07-31 来源:仿真互动
蒙皮类零件是飞机上的主要零件类型之一,在机身、尾段、机翼、压力舱以及引擎舱等关键部位大量采用。随着现代飞机性能指标要求的不断提高,飞机设计中的蒙皮零件形状日趋复杂,结构尺寸大、相对厚度小、结构刚度差外,而且外形复杂、截面上有凸有凹,成形时金属变形极不均匀。要保证合格的零件,不允许出现破裂、局部起皱、粗晶和滑移线等成形缺陷,这使得成形难度随之增加。
在航空工业中,拉伸成形(简称拉形)是常用的板料成形方法,拉形是飞机蒙皮类零件的主要成形方式之一,在飞机制造业中有着重要的地位。拉形一般是通过设备上央持毛料的夹钳与拉形模具的相对运动,最终获得模具型面的曲面形状。
国外对蒙皮拉形的研究内容包括拉伸成形的基础机理、解析分析和有限元模拟以及回弹补偿修模,并开发了自动化程度较高的蒙皮拉形过程分析软件S3F。在国内,蒙皮拉形技术的系统研究工作主要集中在航空主机厂和北京航空航天大学,从复杂蒙皮拉形工艺技术、镜面蒙皮成形机理、有限元仿真软件开发、工艺参数优化和工艺设计与制造系统软件开发等方面进行了研究。
为了提高生产能力和工艺水平,以满足日益增加的蒙皮生产需要,上海飞机制造公司引进了国外先进的数控蒙皮拉形设备。随后又针对特定设备开发了相应的工艺设计软件,能够根据设定的毛料尺寸、延伸率和包覆角等工艺参数,给出用于有限元仿真的输入文件以及设备相应的数控代码,既可以利用商业有限元软件对拉形过程进行模拟仿真,又可以直接进行生产试验。这些设备和技术的改进,在很大程度上提高了生产效率,在实现蒙皮零件的数字化生产方向上迈出了坚实的一步。
飞机前缘类蒙皮零件具有曲率半径小、生产精度要求高等特点,且在生产中一般使用铝合金T料进行拉伸成形。拉伸过程中卸载回弹引起的不贴模问题是制约前缘蒙皮成形精度的主要问题。基于面向FET600数控拉伸机的飞机蒙皮拉形数字化制造系统软件ASSFCAE FET600,选择典型机翼前缘蒙皮零件为应用实例,进行有限元模拟分析和生产性试验研究,找出蒙皮回弹较小的工艺参数组合,并进行生产性试验验证,可达到指导生产,实现精确成形的目的。
总体分析研究方案如图1所示,具体步骤是:(1)确定材料模型,建立板料和工装模型;(2)设计拉形方案,确定拉形控制参数;(3)对拉形过程进行模拟,并对模拟结果进行分析;(4)进行生产性试验;(5)总结前缘蒙皮拉伸成形的工艺经验。
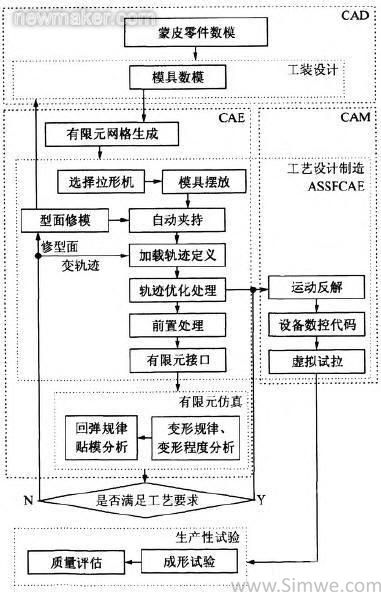
图1 总体研究方案
1 零件工艺参数设计及有限元分析
选择的新支线飞机某前缘蒙皮零件,零件及拉形模具如图2所示。零件尺寸约2150mm×165mm×360mm;零件材料为铝合金2024-T3,厚度0.08inch(2.032mm);毛料尺寸2286mm×1800mm,设计垫块高度600mm+610mm=1210mm。
来源:仿真互动
回复: